چکیده
هم راستاسازی و راه اندازی پمپهای گرم همانند پمپ تغذیه دیگ بخار به دلیل دمای بالای سیال و ایجاد تغییرات بعد ازکارکرد تجهیز از حساسیت فراوانی برخورداراست. در این مقاله سعی بر آن است به مراحل پیش همراستایی و همراستاسازی اولیه پرداخته شود.
اندازه گیری و تصحیح لقی پایه
تعیین و تصحیح لقی پایه های موتور، گامی ضروری در هر رویه هم راستاسازی است. درست همانند یک میز یا صندلی با پایه لق که آزاردهنده است، ماشین با پای ههای لق نیز باعث عقیم شدن فرایند هم راستاسازی می شود . هر باری که برای هم راستا سازی اقدام می شود ماشین در وضعیتی متفاوت قرار می گیرد ، لذا کنترل هم راستایی نشان می دهد که ماشین هنوز هم راستا نشده است . علاوه بر این اگر ماشین در این وضعیت به شاسی پیچ شود ، پوسته و محفظه یاتاقان ماشین ، تحت نیروی کشش قرار گرفته و دچار خمش می شوند.
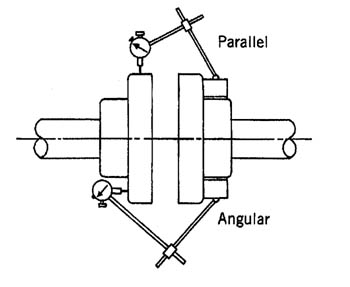
به طور کلی لقی پایه به دو نوع موازی و زاویه ای تقسیم میشود.
در حالت لقی پایه موازی ، شاسی و پایه ماشین نسبت به هم موازی بوده و اضافه کردن شیم با ضخامت مناسب باعث تصحیح لقی می شود . لقی پایه ی زاویه ای باعث می شود پایه های ماشین ، زاویه ای با شاسی ایجاد کنند . تصحیح این وضعیت پیچیده بوده و راه حل عاجل آن استفاده از شیم های مخروطی (نوک تیز) هست ، ولی راه حل اساسی و دائمی آن ، باز کردن تجهیز و ماشین کاری مجدد نشیمن پایه ها است.

اندازه گیری لقی پایه قبل از شروع فرایند هم راستاسازی ، توسط روش های مختلفی انجام می گیرد.
- استفاده از ساعت اندیکاتور که بر روی پایه آهنربایی قرار داده شده است.
ساعت را در حالی که پایه آهنربایی آن روی شاسی است بر روی یکی از پایه های موتور قرار دهید ، ساعت را صفر کنید و سپس پیچ پایه را شل کنید . هرگونه تغییری در ساعت را ثبت کنید و دوباره پایه موتور را سفت نمایید . در این مراحل برای همه پایه های ماشین تکرار شود.
-با استفاده از مجموعه فیلر ها
یکی از پایه های موتور را شل کنید و فاصله ایجاد شده در زیر پایه ی شل شده را به کمک فیلر اندازه بگیرید و ثبت نمایید. قبل از ادامه کار روی پایه دیگر ، پایه را دوباره سفت نمایید .

برای حذف لقی پایه از مراحل زیر پیروی نمایید:
1- هر چهار پایه ماشین را بررسی نمایید ، هر پایه ای که مقدار بیش از 8 صدم میلی متر را نشان داد به صورت مناسب تصحیح نمایید. مقدار مجاز لقی هر پایه حداکثر 8 صدم میلیمتر می باشد.
2- به وسیله فیلر نوع لقی بزرگ ترین لقی پایه ( یا دو پایه بزرگتر اگر مشابه باشند ) تعیین نمایید. اگر چه بررسی پایه های دیگر خالی از فایده نخواهد بود ، ولی بر روی پیدا کردن و تعمیر بزرگ ترین لقی پایه متمرکز شوید.
3- در صورت امکان شرایط تشخیص داده شده را تنها با شیم گزاری یک پایه تصحیح نمایید.
4- اگر تمامی پایه ها در محدوده مجاز بودند فرایند هم راستاسازی را شروع نمایید.

هم راستاسازی
روشهای مختلفی برای ایجاد هم راستاسازی وجود دارد ولی به دلیل مزایای روش Rim-Face و استفاده از آن در اکثر فرایندهای همراستا سازی ، در ادامه به این روش به تفصیل پرداخته خواهد شد.
نحوه به کارگیری ساعت اندیکاتور
استفاده از ساعت اندیکاتور در بخش اعظمی از کارهای هم راستا سازی بیانگر گامی مهم و رو به جلو در افزایش دقت روش های هم راستا سازی است . هنگام نصب ساعت ، مواردی وجود دارد که عدم توجه به انها روی دقت هم راستا سازی تاثیر خواهد گذاشت. در این قسمت تعدادی از آنها مرور خواهند شد.
خیز میله نگهدارنده ساعت: این مورد همیشه باید قبل از قرائت مقادیر هم راستا سازی واقعی اندازه گیری شود . مهم نیست میله نگهدارنده تا چه میزانی صلب است.
اصطکاک داخلی / پسماند داخلی: در مواقعی باید به اهستگی ضربه زد تا سوزن اندیکاتور در موقعیت نهایی خود قرار گیرد.
خطاهای قرائت : خطاهای ساده ای هنگام قرائت ساعت تحت شرایط سخت و در شرایط همراه با محدودیت زمانی روی میدهد.
خلاصی اتصالات مکانیکی: ممکن است مقادیر خلاصی ، ناچیز به نظر رسد ولی خطاهای بزرگی را تولید می کند.
ساعت اندیکاتور کج : ممکن است پای ساعت اندازه گیری به صورت عمود بر سطح اندازه گیری قرار داده نشود و باعث شود بخشی از جابجایی قرائت نشود.
حرکت طولی شفت : باعث خواهد شد مقادیر قرائت شده پیشانی جهت اندازه گیری ناهمراستایی زاویه ای را تحت تاثیر قرار دهد مگر اینکه از دو ساعت برای قرائت استفاده شود.
روش Rim and Face
در این روش وسیله اندازه گیری ساعت اندیکارتور است . اگر پای ساعت به جسمی فشار داده شود ، عقربه ساعت به صورت ساعت گرد می چرخد . اگر پای ساعت از جسم فاصله بگیرد عقربه ساعت نیز همان مقدار فاصله را نشان می دهد . هنگامی که پای ساعت به سمت داخل حرکت می کند ، مقدار ساعت مثبت و هنگامی که به سمت خارج حرکت می کند ، مقدار آن منفی است.
نام روش هم راستا سازی Rim و Face از موقعیت پای ساعت ها هنگام اندازه گیری گرفته شده است . روش نصب معمول ساعت ها در شکل 6 نشان داده شده است . بعد از اماده سازی محور چرخانده می شود . مقادیر هر دو ساعت در موقعیت عقربه های 12:00و 3:00 و 6:00 و 9:00 و قرائت می شود.

روابط محاسبه اصلاح هم راستا سازی
برای شرایط بالا
VO=(R6-R0-RS)/2
VA= (F6-F0-FS)/dia
HO=(R9-R3)/2
HA=(F9-F3)/dia
R0: مقدار قرائت شده Rim در موقعیت عقربه های 12:00
R3: مقدار قرائت شده Rim در موقعیت عقربه های 3:00
R6: مقدار قرائت شده Rim در موقعیت عقربه های 6:00
R9: مقدار قرائت شده Rim در موقعیت عقربه های 9:00
F0: مقدار قرائت شده Face در موقعیت عقربه های 12:00
F3: مقدار قرائت شده Face در موقعیت عقربه های 3:00
F6: مقدار قرائت شده Face در موقعیت عقربه های 6:00
F9: مقدار قرائت شده Face در موقعیت عقربه های 9:00
dia: قطر دایره که توسط پای ساعت طی میشود.
RS: مقدار خیز ساعت Rim
FS: مقدار خیز ساعت Face
S: فاصله صفحه اندازه گیری (پایه ساعت Rim) از پایه ماشین (جلو با عقب)
Shim = (VA)(s)-VO
Shim = (F6-F0+FS)(s)/dia – (R0-R6+RS)/2
Move = (HA)(s)-HO
Move = (F9-F3)(s)/dia – (R3-R9)/2
اگر ساعت در موقعیت عقربه های 12:00 روی صفر تنظیم شود و سپس در موقعیت عقربه های 6:00 قرائت شود ، محاسبه شیم به قرار زیر می شود:
Shim= (F6+FS)(s)/dia+R6-RS/2
اگر ساعت روی عقربه های 3:00 صفر شود و مقدار آن در موقعیت ساعت 9:00 قرائت شود محاسبه میزان MOVE به قرار زیر میشود:
Move = (F9)(s)/dia + R9/2
مقدار مثبت نشان دهنده حرکت به سمت ساعت 3:00 و مقدار منفی نشان دهنده حرکت به سمت ساعت 9:00 است.
محاسبات شیم و حرکت باید دوبار ، یکبار برای پای جلو و یکبار هم برای پایه عقب موتور انجام گیرد.
قاعده تائید قرائت ساعت
مجموعه مقادیر قرائت شده در ساعت 3 و 9 باید برابر با مجموعه مقادیر قرائت شده در ساعت 6 و 12 باشد . این قائده برای هر دو قرائت شعاعی و پیشانی قابل کاربرد است
خیز ساعت
خیز ساعت منبع ایجاد خطا در روند هم راستا سازی است . این خطا می تواند در نهایت منجر به نامهراستایی شود. برای جبران این مقدار ، ان را اندازه گیری کرده و مقدار آن را (که می توان منفی یا مثبت باشد) به مقادیر قرائت شده عقربه های 6:00 اضافه کنید.
اندازه گیری خیز
برای اندازه گیری خیز ساعت ، کل تجهیز(پایه ، میله و ساعت) را بر روی تکه ای از لوله ی مستقیم قرار دهید . ساعت را به گونه ای تنظیم کنید که میله ان طول مساوی با حالتی که بر روی ماشین واقعی نصب خواهد شد داشته باشد . در حالتی که ساعت در موقعیت 12:00 قرار دارد ، ساعت را بر روی صفر تنظیم کنید . لوله را بچرخانید تا در روی موقعیت ساعت 6:00 قرار دهید ، مقدار ساعت را قرائت کرده و ثبت نمایید. عدد قرائت شده از ساعت در واقع میزان خیز میله ی نگهدارنده ان را نشان می دهد.












 " />
" />



